Maquinagem é basicamente um processo de remoção de material onde o material em excesso é gradualmente removido da peça de trabalho sob a forma de cavaco, alimentando a ferramenta de corte contra a peça de trabalho. A fim de remover o material de forma suave, devem ser fornecidos três movimentos relativos entre a ferramenta e a peça de trabalho. Tais movimentos são velocidade de corte (ou velocidade de corte), velocidade de avanço e profundidade de corte. Uma vez que estes três parâmetros são inerentes a qualquer processo de maquinação convencional, também são chamados parâmetros de corte.
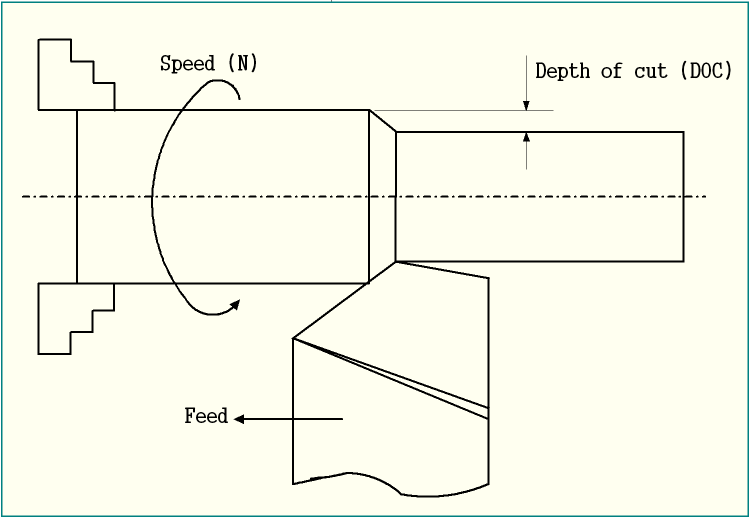
A taxa de alimentação é um dos parâmetros de corte, que é fornecido para mover a ferramenta contra a peça de trabalho para cobrir toda a superfície a ser maquinada. Normalmente é transmitida numa direcção perpendicular à velocidade de corte; no entanto, o ângulo entre o vector de velocidade de corte e o vector de alimentação pode também desviar-se dos 90º. O seguinte diagrama esquemático para operação de torneamento recto mostra a direcção de avanço em conjunto com a velocidade e profundidade de corte.
Unidades de velocidade de corte
Várias operações de maquinação utilizam unidades diferentes a fim de expressar a velocidade de corte da forma mais adequada, particularmente para esse processo. A lista abaixo mostra a unidade comum de taxa de avanço utilizada em várias operações de maquinação. Independentemente da unidade, a finalidade da taxa de avanço permanece inalterada como discutido anteriormente.
- Turning-mm/rev, aplicada na ferramenta de corte.
- Milling-mm/tooth, aplicada na ferramenta de corte.
- Furação-mm/rev, aplicada sobre ferramenta de corte.
- Formação-mm/ curso, aplicada sobre mesa de trabalho (peça).
- Planeamento-mm/ curso, aplicada sobre ferramenta de corte.
- Slotting-mm/rev, aplicado sobre mesa de trabalho (peça).
- Grooving-mm/rev, aplicado sobre ferramenta de corte.
- Knurling-mm/rev, aplicado sobre ferramenta de corte.
Efeitos da velocidade de avanço na maquinação
Desde que a velocidade de avanço é um dos três parâmetros de corte, o seu valor tem de ser cuidadosamente seleccionado antes da operação de maquinação propriamente dita. A velocidade de avanço inadequada pode levar a imprecisões na maquinagem e, portanto, na produção de peças rejeitadas. A taxa de avanço afecta o desempenho da maquinação de muitas maneiras – acabamento da superfície à vida da ferramenta, como discutido abaixo. Para detalhes, pode também ler os efeitos da velocidade de avanço no desempenho da maquinação.
- A velocidade de avanço mais elevada indica uma maior taxa de remoção de material (MRR) uma vez que a MRR é directamente proporcional à velocidade de avanço. Assim, a produtividade pode ser aumentada utilizando uma taxa de avanço mais elevada.
- No entanto, uma taxa de avanço mais elevada resulta num mau acabamento superficial. As marcas da vieira e, portanto, o valor da rugosidade da superfície será mais elevado. A fim de obter uma superfície lisa, deve ser utilizada uma taxa de avanço mais baixa.
- A taxa de avanço elevada também acelera o desgaste da ferramenta e assim a sua vida útil degrada-se.
Valor típico da taxa de avanço na maquinação
Valor da taxa de avanço afecta o desempenho e a economia da maquinação, pelo que um valor óptimo é sempre desejável. Os valores típicos para a taxa de avanço em várias operações de maquinação convencionais são fornecidos abaixo.
- Taxa de avanço em torneamento recto-0,01 – 0,1mm/rot para corte de acabamento; 0,05 – 0,5mm/rot para corte de desbaste.
- Reprodução de alimentação em torneamento de rosca-igual ao passo ou chumbo (para roscas de arranque múltiplo) da rosca (normalmente 0,5 ou 1,0mm/rev).
- Reprodução de alimentação em furação- Deve ser muito baixa, caso contrário a ferramenta pode quebrar devido a entupimento de cavacos. O valor típico é 0,01 – 0,05mm/rev.
- Reprodução na serrilha-Usualmente 0,05 – 0,10mm/rev.
- Reprodução na serrilha-0,5 – 1,0mm/rev (A velocidade de corte é geralmente muito pequena na serrilha mas a alimentação é muito alta).
Pros e contras da velocidade de avanço imprópria
P>Prior à maquinagem, a selecção da velocidade de avanço óptima é crucial uma vez que vários factores são afectados pelo parâmetro do processo. Uma optimização pode ajudar a encontrar uma gama adequada para a velocidade de avanço para maquinar um determinado material sob condições e ambiente de corte específicos. No entanto, considerando todos os factores possíveis é por vezes difícil e, assim, na oficina mecânica, o seu valor é geralmente seleccionado a partir da experiência prática. A tabela seguinte mostra os impactos no desempenho da maquinação se a taxa de avanço for imprópria.
| Efeitos de uma taxa de alimentação demasiado elevada | Efeitos de taxa de alimentação demasiado baixa |
|---|---|
| Rugosidade superficial alta (acabamento superficial inferior) | Under-utilização de máquina ferramenta |
| Desgaste excessivo da ferramenta e grandes probabilidades de falha catastrófica da ferramenta. Assim, a vida reduzida da ferramenta | Pobre taxa de remoção de material (MRR) |
| Tempo ocioso mais elevado para troca frequente de ferramenta e assim elevado custo de produção | Produtividade reduzida e assim maior tempo de maquinação e custo de produção |
| Mais apara desvio do plano ortogonal | Borradura mais larga |
| Formação descontínua do chip | |
| Alta temperatura de corte e queima de aparas | |
| Alta tendência de construção…up edge (BUE) formation | |
| Alta força de corte e risco de vibração |
Selecção da taxa de alimentação
Existe um grande número de factores que devem ser considerados para seleccionar um valor óptimo da taxa de alimentação, como discutido abaixo. Note-se que a lista seguinte é apenas alguns destes factores que necessitam de consideração ao escolher o valor da taxa de alimentação.
Acabamento de superfície requerido – Uma taxa de alimentação mais baixa dá um bom acabamento superficial. Assim, se a operação for um corte em bruto, então um valor mais elevado pode ser considerado. Por exemplo, para torneamento em desbaste pode ser tomada uma taxa de avanço de 0,1 – 0,3mm/rev; enquanto que, para acabamento de passagem, 0,01 – 0,05mm/rev pode ser considerado.
Requerimento de produtividade – No caso de maior exigência de produtividade, a taxa de avanço pode ser aumentada, se a qualidade da superfície puder ser sacrificada. Caso contrário, a velocidade de corte (rpm) pode ser aumentada mantendo a velocidade de avanço inalterada.
Velocidade de avanço permitida – as máquinas-ferramentas têm um limite máximo e mínimo de velocidade de avanço, para além do qual, a selecção não é permitida. Mais uma vez, as máquinas-ferramentas convencionais podem ter apenas poucas opções de taxa de avanço dentro dessa gama.
Faixa de avanço da ferramenta de corte – a taxa de avanço da ferramenta, a geometria da ferramenta também afecta a qualidade da superfície. Assim, se a geometria permitir, então um valor mais elevado pode ser seleccionado.
Capacidade da máquina – Uma taxa de avanço mais elevada causa elevada força de corte e vibração. Dependendo da capacidade da máquina-ferramenta para absorver e transmitir tais forças e vibrações, a taxa de avanço deve ser escolhida.