La lavorazione è fondamentalmente un processo di rimozione di materiale in cui il materiale in eccesso viene gradualmente rimosso dal pezzo in forma di truciolo alimentando l’utensile da taglio contro il pezzo. Per rimuovere gradualmente il materiale, devono essere previsti tre movimenti relativi tra l’utensile e il pezzo. Tali movimenti sono la velocità di taglio (o velocità di taglio), l’avanzamento e la profondità di taglio. Poiché questi tre parametri sono inerenti a qualsiasi processo di lavorazione convenzionale, sono anche chiamati parametri di taglio.
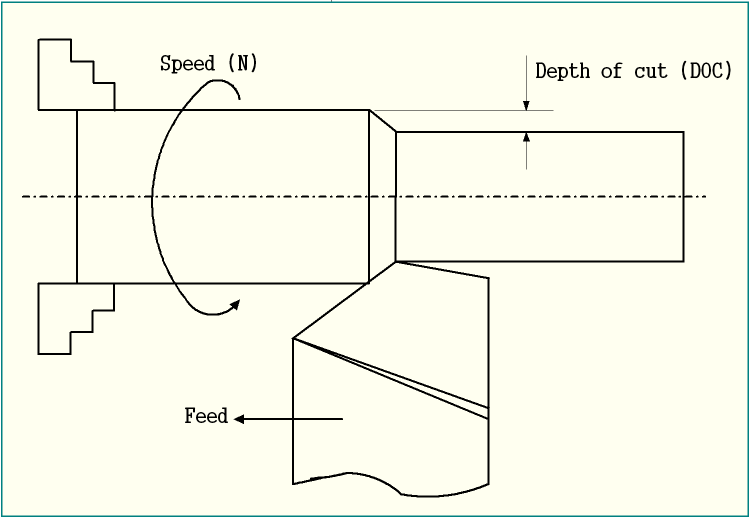
L’avanzamento è uno dei parametri di taglio, che è previsto per muovere l’utensile contro il pezzo per coprire l’intera superficie da lavorare. Di solito è impartito in una direzione perpendicolare alla velocità di taglio; tuttavia, l’angolo tra il vettore velocità di taglio e il vettore avanzamento può anche deviare da 90º. Il seguente diagramma schematico per un’operazione di tornitura rettilinea mostra la direzione di avanzamento insieme alla velocità e alla profondità di taglio.
Unità di avanzamento
Varie operazioni di lavorazione utilizzano unità diverse per esprimere l’avanzamento nel modo più adatto a quel processo. L’elenco seguente mostra l’unità comune di avanzamento utilizzata in varie operazioni di lavorazione. Indipendentemente dall’unità, lo scopo dell’avanzamento rimane inalterato come discusso in precedenza.
- Tornitura-mm/giro, applicata all’utensile da taglio.
- Fresatura-mm/dente, applicata all’utensile da taglio.
- Fresatura-mm/giro, applicata sull’utensile da taglio.
- Sagomatura-mm/corsa, applicata sul tavolo di lavoro (pezzo).
- Pianificazione-mm/corsa, applicata sull’utensile da taglio.
- Slotting-mm/giro, applicato sul tavolo di lavoro (pezzo).
- Grooving-mm/giro, applicato sull’utensile da taglio.
- Knurling-mm/giro, applicato sull’utensile da taglio.
Effetti dell’avanzamento nella lavorazione
Poiché l’avanzamento è uno dei tre parametri di taglio, il suo valore deve essere selezionato attentamente prima dell’effettiva lavorazione. Un avanzamento non corretto può portare a imprecisioni nella lavorazione e quindi alla produzione di pezzi rifiutati. L’avanzamento influisce sulle prestazioni di lavorazione in molti modi: dalla finitura della superficie alla durata dell’utensile, come discusso di seguito. Per i dettagli, potete anche leggere gli effetti dell’avanzamento sulle prestazioni di lavorazione.
- Un avanzamento più alto indica un tasso di rimozione del materiale (MRR) più alto, poiché MRR è direttamente proporzionale all’avanzamento. Quindi la produttività può essere aumentata usando un avanzamento più alto.
- Tuttavia, un avanzamento più alto provoca una scarsa finitura superficiale. I segni di smerli e quindi il valore di rugosità della superficie sarà più alto. Per ottenere una superficie liscia, si dovrebbe usare un avanzamento più basso.
- Un avanzamento elevato accelera anche l’usura dell’utensile e quindi la vita dell’utensile si degrada.
Valore tipico per l’avanzamento nella lavorazione
Il valore dell’avanzamento influenza la prestazione di lavorazione e l’economia, quindi un valore ottimale è sempre desiderabile. I valori tipici per l’avanzamento in diverse operazioni di lavorazione convenzionali sono forniti di seguito.
- Avanzamento nella tornitura dritta-0,01 – 0,1 mm/giro per il taglio finale; 0,05 – 0,5 mm/giro per il taglio grezzo.
- Feed rate nella tornitura di filetti – Equivale al passo o al passo (per filetti a più principi) del filetto (di solito 0.5 o 1.0mm/giro).
- Feed rate nella foratura – Deve essere molto basso altrimenti l’utensile può rompersi a causa dell’intasamento del truciolo. Il valore tipico è 0.01 – 0.05mm/giro.
- Feed rate nella fresatura-Usually 0.05 – 0.10mm/giro.
- Feed rate nella godronatura-0.5 – 1.0mm/giro (la velocità di taglio è solitamente molto piccola nella godronatura ma l’avanzamento è molto alto).
Pro e contro di un avanzamento improprio
Prima della lavorazione, la selezione dell’avanzamento ottimale è cruciale poiché un certo numero di fattori sono influenzati dal parametro di processo. Un’ottimizzazione può aiutare a trovare la gamma adatta di avanzamento per la lavorazione di un particolare materiale in condizioni e ambiente di taglio specifici. Tuttavia, considerare tutti i possibili fattori è a volte difficile e quindi, nell’officina meccanica, il suo valore è comunemente selezionato dall’esperienza pratica. La seguente tabella mostra gli impatti sulle prestazioni di lavorazione se l’avanzamento non è corretto.
| Effetti di un avanzamento troppo alto | Effetti di un avanzamento troppo basso |
|---|---|
| Rugosità superficiale elevata (finitura superficiale inferiore) | Sottoutilizzoutilizzo della macchina utensile |
| Esagerata usura dell’utensile e alte possibilità di rottura catastrofica dell’utensile. Così la vita dell’utensile è ridotta | Povero tasso di rimozione del materiale (MRR) |
| Più tempo di inattività per frequenti cambi di utensili e quindi alti costi di produzione | Riduzione della produttività e quindi maggiori tempi di lavorazione e costi di produzione |
| Maggiore deviazione del truciolo dal piano ortogonale | Bava più larga |
| Formazione truciolo discontinua | |
| Elevata temperatura di taglio e bruciatura del truciolo | |
| Alta tendenza alla formazione di built-(BUE) | |
| Alta forza di taglio e rischio di vibrazioni |
Selezione dell’avanzamento
Esiste un gran numero di fattori che devono essere considerati per selezionare un valore ottimale di avanzamento, come discusso di seguito. Si noti che la seguente lista è solo alcuni di questi fattori che devono essere presi in considerazione durante la scelta del valore di avanzamento.
Requisiti di finitura superficiale: un avanzamento più basso dà una buona finitura superficiale. Quindi, se l’operazione è un taglio grezzo, si può considerare un valore più alto. Per esempio, per la tornitura grezza si può prendere un avanzamento di 0.1 – 0.3mm/giro; mentre, per il passaggio di finitura, si può considerare 0.01 – 0.05mm/giro.
Requisito di produttività-In caso di requisito di produttività più alto, l’avanzamento può essere aumentato, se la qualità della superficie può essere sacrificata. Altrimenti, la velocità di taglio (rpm) può essere aumentata mantenendo invariato l’avanzamento.
L’avanzamento ammissibile – Le macchine utensili hanno un limite massimo e minimo di avanzamento, oltre il quale la selezione non è consentita. Anche in questo caso, le macchine utensili convenzionali possono avere solo poche opzioni di avanzamento all’interno di quella gamma.
Geometria dell’utensile da taglio – Oltre alla velocità di avanzamento, anche la geometria dell’utensile influisce sulla qualità della superficie. Quindi, se la geometria lo permette, si può selezionare un valore più alto.
Capacità della macchina – Un avanzamento più alto causa un’alta forza di taglio e vibrazioni. A seconda della capacità della macchina utensile di assorbire e trasmettere tali forze e vibrazioni, l’avanzamento dovrebbe essere scelto.